Open Nav
When you are staring at a schematic with hundreds of nets, tight timing budgets, and multiple voltage domains, the question of how many layers your PCB really needs becomes uncomfortably real. Go too thin, and you spend months wrestling with crosstalk and EMI problems that should have been solved on the drawing board. Go too thick, and you are burning budget on board real estate and manufacturing complexity your product will never recover from. That is exactly why understanding the trade-offs between an 8-layer stack-up and a 16-layer stack-up matters more than most designers realize until it is too late.
This guide cuts through the confusion. We will walk through what each layer count actually gets you, where the real differences show up during manufacturing and signal performance, and how to make a decision that keeps your project on schedule and within cost targets. Whether you are designing a high-speed data acquisition system, an embedded vision module, or an industrial controller, by the end you will have a clear framework for picking the right multilayer Pcb Stack-up.
A 2-layer board gives you two copper surfaces to route signals. A 4-layer board typically dedicates the inner layers to power and ground planes, which helps with Impedance Control and reduces electromagnetic emissions. But once your design crosses a certain threshold of complexity, four layers simply do not provide enough routing channels, reference planes, or separation between noisy and sensitive circuits.
Multilayer PCBs, starting at 6 layers and going up to 32 layers or more in extreme cases, give you flexibility that thinner stack-ups cannot match. Each additional layer is an opportunity to dedicate specific functions: one layer for high-speed differential pairs, another for analog ground, another for power distribution at multiple voltage levels. The trade-off is cost and manufacturing complexity, which is why the jump from 8 layers to 16 layers is a significant decision point.
Most 8-layer boards use a symmetric or near-symmetric construction. A common configuration looks something like this:
This arrangement gives you two solid reference planes, which is generally sufficient for most high-speed digital designs operating up to a few hundred megahertz. The two inner signal layers give you decent routing density without the complexity of managing many closely coupled plane pairs.
Eight-layer stack-ups work well when your design involves DDR3 memory interfaces, USB 3.0, Gigabit Ethernet, or mid-range FPGAs. These applications typically require controlled impedance traces, reasonable signal isolation, and dedicated planes for power distribution, but they do not push the limits of what a modest layer count can handle.
From a manufacturing perspective, 8-layer boards are well understood by most PCB fab houses. Yield rates are high, and the process window is forgiving. Turnaround times are shorter compared to 16-layer designs, and the cost premium over a 6-layer board is typically modest. For many commercial and industrial products, an 8-layer board hits the sweet spot between performance and practicality.
However, if your design demands DDR4 or DDR5 memory at full speed, PCIe Gen 4 or Gen 5 lanes, high-speed serializers/deserializers above 10 Gbps, or multiple RF sections that need careful isolation, eight layers start feeling cramped. You may find yourself spending too much time router around plane splits, managing return currents through stitching vias, or wrestling with stack-up arrangements that compromise Impedance Control.
Another real limitation shows up in thermal management. Dense 8-layer boards with high-pin-count BGA components often require micro-vias and advanced manufacturing techniques to fan out signals from inner ball grid arrays. While this is technically feasible, it pushes the board into a higher technology tier that starts blurring the cost difference with thicker stack-ups.
A 16-layer board gives you tremendous flexibility in how you allocate layer functions. A typical high-speed digital configuration might look like:
The key advantage here is that you can dedicate specific layer pairs to specific functions. You might have one layer pair exclusively for DDR5 interfaces, another for SerDes channels, another for power distribution, and still have plenty of routing capacity left over. This separation makes EMI control dramatically easier because noisy and quiet circuits can be physically isolated without compromising your routing channels.
Sixteen-layer stack-ups become the right choice when you are designing systems like advanced networking equipment, high-performance computing boards, medical imaging devices, or defense electronics where Signal Integrity is non-negotiable. If you are working with processors that have hundreds of GPIO pins and demand strict impedance tolerances across dozens of memory interfaces, the extra layers give you the routing headroom to do it right the first time.
RF and mixed-signal designs also benefit significantly from 16-layer constructions. Having dedicated layers for analog ground, digital ground, RF shielding, and multiple power domains means you can implement guard rings, split planes, and shielding structures that would be nearly impossible on a thinner stack-up. The result is a board that not only works in the lab but performs reliably in the field under real electromagnetic environments.
There is no sugar-coating it: 16-layer PCBs cost significantly more than 8-layer designs. The raw material cost is higher, the lamination cycles are longer and more complex, and the yield rates are lower. Depending on your fab house and the specific technology class, a 16-layer board might cost two to four times as much as an equivalent 8-layer board of the same size.
Design complexity also increases substantially. More layers mean more potential for errors in layer registration, impedance calculations, and stack-up management. You need to pay careful attention to plane adjacency, via stub effects, and cross-talk between layers that run parallel over long distances. This is not to say it is impossible to design a solid 16-layer board, but it does require more rigorous design review and verification.
Start by honestly assessing your fastest signals. If your highest-speed interfaces are DDR3 at 1600 MT/s or USB 3.0 at 5 Gbps, an 8-layer board is likely sufficient. However, if you are pushing DDR4 at 3200 MT/s, PCIe Gen 4 at 16 GT/s, or anything involving 28 Gbps+ SerDes, you will appreciate the dedicated high-speed layers and better reference plane continuity that 16 layers provide.
Controlled impedance requirements matter here too. On an 8-layer board, you typically have one or two layer pairs optimized for controlled impedance. On a 16-layer board, you can have multiple impedance-controlled layers with different target impedances, which simplifies routing and reduces the need for compensating techniques.
Modern processors and FPGAs often need multiple power rails at different voltages: 1.8V, 1.2V, 0.85V, and lower. Each of these needs a dedicated plane or at least a substantial copper pour connected with stitching vias. On an 8-layer board, you might dedicate two layers to power, which can get tight if you have more than three or four distinct voltage domains. Sixteen layers give you the luxury of dedicating individual layers to specific power rails without sacrificing routing capacity.
Consider your BGA components. A large FPGA or processor with a 0.8mm or finer pitch BGA requires careful fan-out planning. On an 8-layer board, you may need to use blind and buried vias or micro-vias to fan out from the inner layers. A 16-layer board gives you more routing channels to distribute those fan-out signals without creating congestion that forces inefficient routing detours.
If your product needs to meet FCC Part 15, CISPR 32, or similar emissions standards, the extra shielding and ground plane layering in a 16-layer design can make the difference between passing testing on the first try and spending weeks on EMI debugging. Having multiple ground planes allows you to create effective shielding structures around sensitive RF sections without compromising your signal routing strategy.
Be realistic about your product economics. If you are developing a high-volume consumer product where every dollar of board cost translates directly to margin pressure, an 8-layer design might be the right choice even if it requires more design effort to meet Signal Integrity targets. Conversely, if you are building a low-volume, high-margin industrial or medical device where reliability and performance outweigh per-unit cost concerns, the premium for 16 layers is easier to justify.
Here is a simple way to think about it. Ask yourself these three questions:
If you answered mostly in the first category, start planning for 16 layers. If your answers cluster in the second category, 8 layers with careful design might serve you well. And if you are somewhere in the middle, consider a hybrid approach: start with an 8-layer Prototype to validate your architecture, then migrate to 16 layers for production if the performance targets require it.
One mistake designers make is choosing a layer count based on component count rather than signal integrity needs. A board with 200 components but no high-speed interfaces can often be routed on 4 or 6 layers. Conversely, a board with 20 components but DDR5 interfaces might need 16 layers to meet impedance tolerances.
Another pitfall is underestimating the cost of respinning a board. Saving $5 per unit on board cost by choosing 8 layers instead of 16, only to need an expensive respin because of signal integrity failures, is a false economy. Factor in the total program cost, not just the unit board price.
Finally, do not assume that more layers automatically solve your signal integrity problems. A poorly designed 16-layer board can perform worse than a well-designed 8-layer board. Layer stack-up management, via design, and proper plane splitting are just as important as the raw number of layers.
Choosing between an 8-layer and a 16-layer Pcb Stack-up is not a decision you can make by looking at a parts count or a feature list. It requires understanding your signal integrity requirements, power distribution needs, EMI compliance goals, and product economics. Eight-layer boards remain the right choice for a wide range of applications from industrial controls to consumer electronics. Sixteen-layer designs unlock performance levels that are simply not achievable with thinner stack-ups, at a cost premium that makes sense for products where performance and reliability are paramount.
Take the time to model your worst-case signal paths, count your voltage domains, and think honestly about your compliance requirements. That analysis will tell you which layer count is right for your project. And when in doubt, Prototype on the thinner stack-up first. It is always easier to add layers than to debug a board that was over-constrained from the start.
Technically it is possible with careful design, but it becomes challenging. DDR5 operates at higher data rates than DDR4, requiring tighter impedance tolerances and more routing channels for the wide data bus. Most designs targeting DDR5 at full speed opt for 12 or 16 layers to ensure adequate margin.
The premium varies by fab house, board size, and technology class, but you should generally expect a 2x to 4x cost increase. For large boards with fine features, the premium can be even higher. Always get quotes from your fab before locking in your stack-up decision.
Eight-layer boards typically see yields in the 90-95% range at mature fabs. Sixteen-layer boards often see yields 5-15% lower due to the increased complexity of the lamination process and tighter registration tolerances. This is factored into the cost premium.
Not necessarily. Through-hole vias can work on 16-layer boards, but blind and buried vias become more common as you add layers because they reduce via stub effects and improve signal integrity. However, they also add manufacturing cost and complexity.
Start with your highest-speed signal requirements, then work backward. Define your impedance control needs, count your power domains, and assess your EMI targets. These three factors will narrow your options quickly and give you a clear direction for your stack-up selection.
Ready to move forward with your multilayer Pcb Design? Our engineering team can help you evaluate stack-up options and optimize your design for performance and manufacturability. Reach out to discuss your specific requirements and get a detailed quote for your next project.
Why Quick Turn PCB Fabrication is Critical for R&D TeamsMay/21/2026

How to Find the Right PCB Fabrication Partner in ChinaJune/02/2026
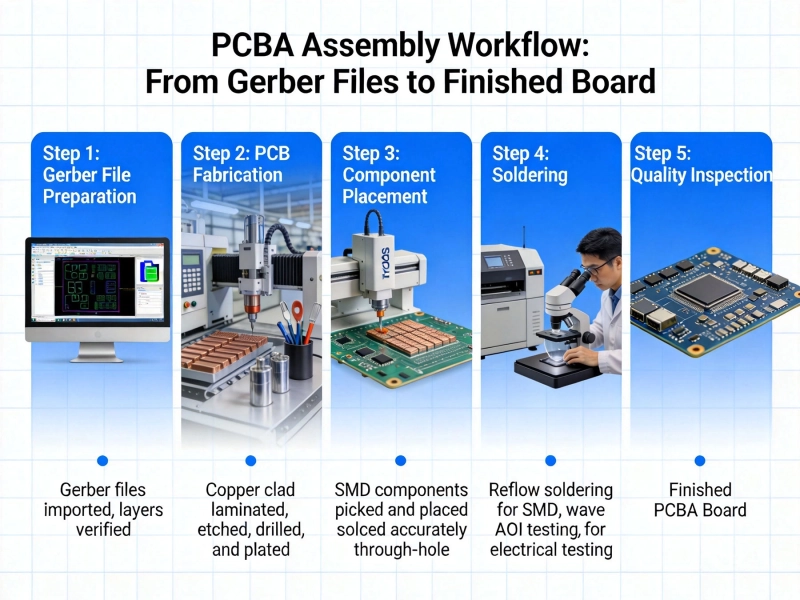
Understanding the PCBA Workflow: From Gerber Files to Finished BoardJune/16/2026

Managing Cost and Quality in Quick Turn PCBsJune/04/2026

Value-Added PCB Fabrication Services: Beyond Just Making the BoardJune/12/2026
How AI-Driven Scheduling is Making Rapid PCB Prototyping More ReliableJune/18/2026

How Automation is Revolutionizing China's PCB SectorJune/03/2026

Top Trends Shaping the Chinese PCB Manufacturing Industry in 2026May/21/2026