Every PCB designer faces the same fundamental tension: your engineering specifications demand performance, reliability, and features that drive costs upward, while your project budget or market positioning demands aggressive cost control. The economics of PCB customization isn't just about finding the cheapest option—it's about making strategic decisions that deliver the required functionality at the lowest possible total cost of ownership.
The challenge intensifies with product customization. Custom designs inherently carry higher costs than off-the-shelf alternatives, but they also deliver competitive advantages that justify the investment. The key is understanding which design decisions drive manufacturing costs and which deliver genuine value. By approaching Pcb Design with both engineering and economic perspectives, you can make informed trade-offs that optimize performance while staying within budget.

The Cost Drivers of Custom PCB Design
Understanding where costs originate is the first step toward managing them effectively. Pcb Manufacturing costs don't scale linearly with complexity—some design decisions have exponential cost impacts.
Layer Count
The most obvious cost driver is layer count, but the relationship isn't straightforward:
- Incremental cost: Adding layers typically increases cost 20-35% per additional layer, not a simple linear increase
- Volume dependency: Layer count premium is higher at low volumes and diminishes at high volumes
- Material consumption: More layers consume more copper and dielectric material
- Processing time: Each additional lamination cycle adds processing time and opportunity cost
- Design complexity: More layers enable complex routing but also increase design time and verification requirements
Material Selection
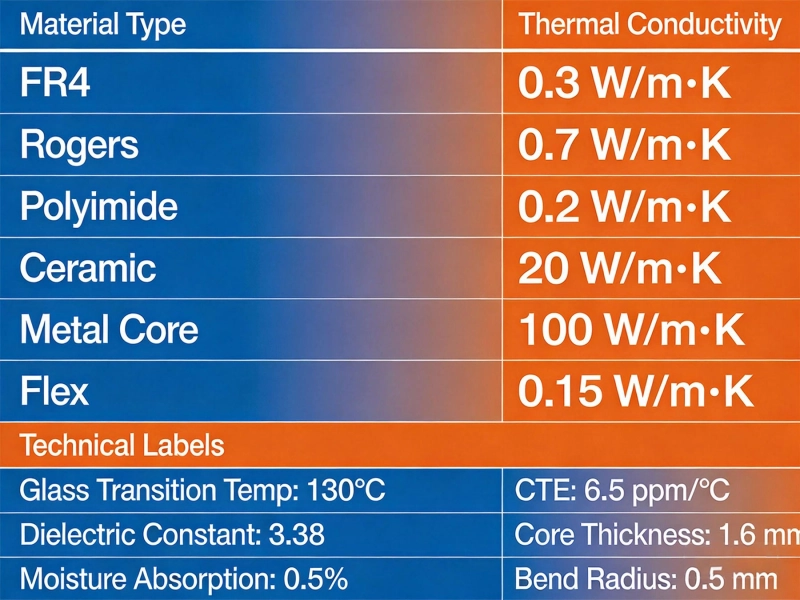
Pcb Materials range dramatically in cost and performance:
- FR-4: Standard material cost baseline; suitable for most applications up to ~2GHz
- High-frequency materials: Rogers, Taconic, and Isola substrates cost 3-10× FR-4 for low-loss performance
- Metal-backed boards: Aluminum and copper core boards provide thermal management at 2-3× standard cost
- Flexible circuits: Polyimide materials cost 4-6× FR-4, plus additional processing requirements
- High-Tg materials: Premium FR-4 variants cost 1.5-2× standard but provide improved thermal performance
Feature Complexity
Advanced features significantly impact cost:
- Controlled Impedance: Requires precision dielectric thickness control and additional testing
- Blind and buried vias: Sequential lamination increases manufacturing complexity and cost
- Micro vias: Laser Drilling requirements add specialized equipment costs
- : Below 0.15mm traces require specialized processing and lower yields
- Special finishes: ENIG, ENEPIG, and other premium finishes cost 2-5× HASL
Strategic Cost Optimization Approaches
1. Right-Sizing Layer Count
The layer count decision should be strategic, not automatic:
- Start simple: Begin with the minimum layers required for your routing needs; add layers only when justified
- Ground plane strategy: Every digital design needs ground planes, but additional power planes should be evaluated for cost/benefit
- Layer utilization audit: Analyze actual routing density vs. theoretical capability; underutilized layers waste money
- Alternative routing strategies: Consider larger boards, double-sided mounting, or creative use of space before adding layers
Cost guideline: A 4-layer board costs ~1.5-1.7× a 2-layer board; an 8-layer board costs ~1.5-1.7× a 4-layer board. Each jump has diminishing returns unless complexity genuinely increases.
2. Material Selection Optimization
Select materials based on requirements, not prestige:
- Frequency analysis: Unless you're above 2-3GHz, standard FR-4 may be sufficient with proper impedance design
- Thermal management alternatives: Metal-backed boards are expensive; consider thermal vias, heat sinks, or component-level solutions first
- High-Tg evaluation: Only specify high-Tg materials if your assembly process or operating temperature justifies it
- Flexible circuit alternatives: Rigid-flex is expensive; evaluate if rigid boards with cable harnesses or flex cables are adequate
- Finish selection: HASL is cheapest and adequate for many applications; only specify premium finishes when required by reliability or component compatibility
Cost savings opportunity: Material selection can deliver 20-70% cost reduction without compromising performance when matched to actual requirements.
3. Design-for-Manufacturing (DFM) Impact
Dfm isn't just about yield—it directly impacts cost:
- Feature sizing: Adhere to manufacturer's minimums rather than pushing limits; overly aggressive designs cost more for minimal benefit
- Drill sizes: Standard drill sizes cost less than custom diameters
- Spacing guidelines: Adequate spacing improves yield and reduces inspection requirements
- Standard features: Use standard pad sizes, hole sizes, and trace widths whenever possible
- Manufacturing communication: Early Dfm Review identifies costly features before fabrication begins
Hidden cost: Poor Dfm practices can increase manufacturing cost 30-50% through low yields, rework, and qualification delays.
4. Volume-Based Cost Optimization
Production volume dramatically affects optimal design choices:
- Low volume (1-100 units): Minimize NRE costs; use off-the-shelf components and standard materials
- Medium volume (100-10,000 units): Optimize for both material cost and manufacturability; features that improve yield justify their cost
- High volume (10,000+ units): Optimize for unit cost; NRE investments that reduce per-unit cost provide ROI
Total Cost of Ownership Perspective
Beyond Manufacturing Cost
The lowest bid doesn't always deliver the lowest total cost:
- Field failure costs: A single field failure can cost thousands in warranty, reputation damage, and support costs
- Development time: Longer design cycles cost engineering time and delay market entry
- Assembly complexity: Designs requiring multiple assembly stages or special handling increase manufacturing costs
- Documentation and qualification: Complex designs require more testing, documentation, and qualification effort
- Supply Chain complexity: Non-standard components and materials increase procurement complexity and risk
Reliability-Cost Trade-offs
Optimizing for cost doesn't mean compromising reliability:
- Mean time between failures (MTBF): Calculate the cost impact of reliability on service and support
- Warranty cost modeling: Use reliability predictions to estimate warranty costs for different design approaches
- Safety margins: Adequate safety margins reduce failure rates without exponential cost increase
- Testing investment: Testing that prevents field failures delivers ROI through reduced warranty costs
Strategic Decision Framework
Decision Criteria
When facing cost-performance trade-offs, consider:
- Customer willingness to pay: Will customers pay more for features that drive cost?
- Competitive positioning: Does the feature differentiate your product or merely match competitors?
- Product lifecycle: Short lifecycle products may not justify premium materials; long lifecycle products benefit from reliability investments
- Application criticality: Safety-critical or high-reliability applications justify premium features
- Volume projections: High volumes justify NRE investments for unit cost reduction
Quantitative Evaluation
Use data to inform decisions:
- Cost-benefit analysis: Quantify the value of each feature and compare to its cost
- Sensitivity analysis: Understand how cost changes affect pricing and profit margins
- Break-even analysis: For NRE investments, calculate the volume needed for ROI
- Opportunity cost: Consider what else could be done with the budget
Working with Manufacturers
Transparent Communication
Effective cost management requires partnership:
- Share budget constraints: Manufacturers can often suggest cost-saving alternatives when they understand your budget
- Discuss performance requirements: Not all alternatives cost the same; manufacturers help identify cost-effective options
- Volume projections: Accurate volume information enables appropriate pricing and manufacturing optimization
- Lead time requirements: Rush orders cost significantly more; realistic timelines reduce premiums
Design for Manufacturing Collaboration
DFM reviews prevent costly mistakes:
- Early involvement: Engage manufacturers during design, not after completion
- Feature analysis: Understand which features drive cost and which are essential
- Alternative solutions: Manufacturers often know cost-effective alternatives that meet requirements
- Yield optimization: Discuss how design affects manufacturing yield and costs
Long-term Partnership Value
Ongoing relationships deliver benefits:
- Consistent processes: Familiarity reduces learning curves and improves yields over time
- Volume advantages: Consolidated volume delivers better pricing
- Joint optimization: Partners invest in understanding your requirements and optimizing for them
- Priority support: Long-term partners provide priority during capacity constraints
Common Cost Optimization Mistakes
Over-Specification
Excessive requirements drive unnecessary costs:
- Material overkill: Using high-frequency materials when standard FR-4 suffices
- Excessive layer count: Adding layers for convenience rather than necessity
- Unrealistic tolerances: Tighter tolerances than actually needed drive up cost with limited benefit
- Premium finishes: Specifying ENIG when HASL would be adequate
Under-Specification
Cutting corners that compromise value:
- Insufficient testing: Skipping testing that prevents field failures
- Minimum materials: Using materials that barely meet requirements without safety margin
- Inadequate spacing: Cutting spacing to minimums, increasing defect risk
- Short-sighted optimization: Optimizing for initial cost at the expense of total cost of ownership
Failure to Consider Alternatives
Missing cost-effective solutions:
- Component alternatives: Not exploring functionally equivalent but less expensive components
- Architecture alternatives: Sticking with familiar approaches when alternatives may be more cost-effective
- Process alternatives: Not considering alternative manufacturing approaches
- Supply Chain alternatives: Not exploring different supply chain options for materials and components
Future Trends Affecting PCB Economics
The PCB cost landscape continues evolving:
- Miniaturization pressure: Smaller form factors often increase cost per unit but reduce material consumption
- Material innovation: New materials may provide better cost-performance ratios over time
- Automation investment: Manufacturing Automation reduces costs for high-volume, consistent designs
- Sustainability requirements: Environmental regulations may increase costs or drive material changes
- Supply chain dynamics: Global supply chain changes affect material and component availability and pricing
Key Takeaways
- Layer count increases cost non-linearly; justify each layer based on actual routing needs
- Material selection can deliver 20-70% cost savings when matched to requirements rather than specifications
- DFM practices directly impact manufacturing cost through yield and qualification efficiency
- Optimal design choices depend on production volume; strategies differ for low, medium, and high volumes
- Total cost of ownership includes field failures, development time, assembly complexity, and qualification effort
- Transparency with manufacturers enables cost-effective alternatives and Design Optimization
- Avoid over-specification and under-specification; optimize for value rather than just cost or just performance
- Use quantitative analysis (cost-benefit, sensitivity, break-even) to inform trade-off decisions
- Long-term manufacturer partnerships deliver cost advantages through process familiarity and volume leverage
- The lowest bid doesn't always deliver the lowest total cost; consider all cost elements in decisions
Frequently Asked Questions
How much can I save by reducing layer count?
Layer count reduction typically delivers 15-30% cost savings, depending on the complexity involved. Going from 8 layers to 4 layers often saves 20-25%, while going from 4 layers to 2 layers might save 30-40%. However, these savings assume the design can be re-routed without increasing board size or compromising performance. The actual savings depend on whether the design can be optimized for fewer layers without introducing other cost drivers like larger board size or tighter feature requirements.
Is high-frequency material worth the cost if I'm operating at 2GHz?
At 2GHz, standard FR-4 is typically adequate for most applications. The signal loss difference between FR-4 and high-frequency materials becomes significant above 2-3GHz. Unless your design has very long trace lengths, multiple signal transitions, or requires extremely low insertion loss, FR-4 with proper impedance design often provides adequate performance at significantly lower cost. Request Signal Integrity simulations from your manufacturer to verify whether premium materials are justified for your specific design.
When does controlled impedance justify its added cost?
Controlled Impedance is justified when your signals operate at frequencies where transmission line effects matter (typically above 50-100MHz rise times) or when you're working with specific interface standards (USB, DDR, Ethernet) that require controlled impedance. If you're working with purely DC or low-frequency signals (audio, power supplies, sensor interfaces below 10MHz), controlled impedance is unnecessary. For mixed-signal boards, apply controlled impedance only to the high-speed traces rather than entire signal classes.
How does production volume affect optimal design choices?
Low volume (1-100 units): Minimize NRE costs, use standard features and materials, prioritize fast turnaround. Medium volume (100-10,000 units): Balance unit cost and manufacturability, features that improve yield justify their cost. High volume (10,000+ units): Optimize for unit cost, NRE investments for yield and throughput improvements provide ROI. Additionally, high volume justifies process qualification work that would be uneconomic at low volumes.
What's the biggest mistake engineers make when trying to reduce PCB cost?
The most common mistake is focusing solely on unit manufacturing cost without considering total cost of ownership. Engineers cut materials, features, or testing that prevent field failures, then experience warranty claims, reputation damage, and support costs that far exceed the initial savings. Another common mistake is over-engineering designs—using materials, layer counts, or features that exceed requirements. Both mistakes stem from not analyzing requirements quantitatively and making trade-offs based on actual value rather than perceived importance.
Balancing performance and budget in Pcb Design requires systematic thinking about what truly matters. By understanding cost drivers, evaluating trade-offs quantitatively, and collaborating effectively with manufacturing partners, you can achieve design objectives within budget constraints. Remember: the goal isn't the lowest cost design—it's the design that delivers maximum value within your economic constraints.